





f. Persiapan


E. Teknik Pengelasan TIG/GTAW Pada Posisi
Bawah Tangan
Teknik Pengelasan Pada Posisi dibawah tangan merupkan praktik tahap awal dari pengelasan TIG/GTAW. Dalam kegiatan belajar ini siswa dapat berlatih membuat ; Rigi-rigi las GTAW, sambungan T, sambunga I, dan sambungan V pada pelat baja.
Kegiatan ini dilakukan secara terurut dan tuntas.
1. Pengelasan TIG/GTAW Posisi Bawah Tangan
a. Membuat Rigi-rigi Las GTAW
1) Tujuan
Setelah mempelajari dan berlatih membuat rigi las
dengan menggunakan bahan tambah, peserta
diharapkan mampu :
a) Menggunakan peralatan dan perlengkapan keselamatan dan kesehatan kerja.
b) Mengatur tekanan kerja pengelasan dengan gas argon pada regulator.
c) Mengatur besar aliran gas argon.
d) Memasang dan mengatur jarak elektroda pada mulut pembakar.
e) Membuat rigi las dengan bahan tambah.
f) Memeriksa hasil pengelasan.
2) Alat dan Bahan
Alat
a) Perlengkapan las TIG
b) Alat bantu pengelasan (Sikat baja, Tang Panas)
c) Alat keselamatan kerja (Sarung tangan, Apron, Helem Las, Masker, Sepatu Safety)
d) Alat ukur (Mistar Baja, Siku Baja)
e) Penanda (Penitik, Kapur)
f) Lembaran kerja / gambar kerja
Bahan
a) Pelat mild steel ukuran 120 x 60 x 3 mm (1 buah)
b) Elektroda EWTh-2, Ø1,6 atau 2,4 mm
c) Bahan Tambah AWS- ER 70S-6 Ø1,6 atau 2,4 mm
3) Keselamatan Kerja
a)
Gunakan elektroda yang sesuai dengan tebal bahan.
b)
Periksa kebocoran-kebocoran gas sebelum memulai
penyalaan.
c)
Perhatikan
peletakan dan posisi
pembakar (welding torch) terhadap lingkungan kerja dan benda
kerja.
d)
Biasakan
bekerja dengan bersih
dan rapi, tempat
kerja yang berantakan akan
berpotensi menimbulkan kecelakaan.
e)
Jauhkan
benda-benda yang mudah
terbakar dan berpotensi menimbulkan berbahaya.
f)
Bertanyalah
pada instruktor/pembimbing jika
ada hal-hal yang tidak mengerti dalam melaksanakan
pekerjaan.
g)
Bersihkan alat dan tempat kerja setelah selesai
bekerja.
4) Gambar Kerja

Gambar. Pembuatan Rigi Las Dengan Bahan Tambah
5) Langkah Kerja
a)
Siapkan peralatan las TIG dan periksa kembali sambungan slang serta
konektor arus listrik
yang menghubungkan dengan
benda kerja.
b)
Periksa
kembali pemasangan regulator untuk melihat
tekanan kerja. Atur tekanan
aliran gas Argon (Ar) yang sesuai dengan tebal pelat antara 10 – 18 CFH (8,5 –
11,5 L/menit).
c) Periksa ujung elektroda, ujung elektroda harus runcing berbentuk tirus.
d)
Atur amper yang ada pada mesin las sekitar 90 – 160
amper, atau disesuaikan dengan jenis mesin las yang digunakan.
e)
Bersihkan permukaan benda kerja yang akan di las dan
tempatkan benda tersebut kerja sesuai posisi pengelasan/gambar kerja.
f)
Nyalakan.busur
las dan atur
jarak elektroda dengan
permukaan benda kerja ± 2 mm.
g)
Atur sudut pembakar sekitar 75o – 85 o
terhadap jalur las.
h)
Lakukan
pengelasan sesuai contoh/demonstrasi guru/ pembimbing.
i)
Periksa hasil las dengan mengacu pada kriteria yang
ditentukan.
j)
Selesaikan pengelasan dengan prosedur yang sama
6) Penilaian

Nurhidayat Yusuf, S.Pd, Gr
#SELESAI#
C. C. Prosedur Pencampuran Bahan dan Mematikan
Las Gas Tungsten
1. Prosedur Pencampuran Bahan
Pengelasan las gas tungsten dilakukan dengan mencairkan bahan dasar terlebih dahulu, jika sudah mendekati cair bahan tambah diletakkan di depan busur nyala agar bahan tambah mencair untuk mengisi bentuk sambungan yang akan dibuat. Ketika bahan tambah cair, stang las dapat diayun sebagaimana yang biasa dilakukan pada las gas agar bentuk sambungan yang dihasilkan dapat sesuai dengan yang diharapkan.

2. Prosedur Mematikan Las Gas Tungsten
Setiap saat busur dimatikan,gas lindung akan tetap menyala beberapa saat. Penyalaan ini berfungsi untuk melindungi elektroda, sambungan las dan kawat las dari pengaruh udara sekitar. Jika tidak digunakan untuk waktu yang lama, tutup saluran gas lindung dengan mengencangkan kran gas yang ada diatas tabung dan buang seluruh isi gas yang tersisa di dalam saluran gas lindung.
D.
E. Cara
Melakukan Pengelasan Sambungan
1. Melakukan Pengelasan Sambungan Sudut dan Tumpul dari Berbagai Macam Posisi Pengelasan dengan Hasil Sesuai Standar
Untuk dapat mengelas sambungan sudut dan tumpul dengan baik perlu diperhatikan prosedur umum pengelasan sebagai berikut :
a. Tentukan dahulu jenis logam yang akan dilas
b. Ientifikasi ketebalan plat yang akan dilas
c. Tentukan bentuk sambungan apa yang akan dipakai
d. Tentukan diameter elektroda tungsten yang akan dipakai
e. Tentukan diameter kawat las yang akan dipakai
f. Gunakan arus yang sesuai untuk ketebalan, posisi, dan diameter kawat
g. Tentukan jenis gas lindung yang sesuai dan aturlah besar aliran gasnya.
h. Pengelasan dilakukan dengan menjaga kestabilan posisi pengelasan dan kecepatan penggeseran.
i. Buatlah ikatan sambungan terlebih dahulu dengan las ikat (tack weld)
j. Sebelum dilas permukaan plat harus bersih dari minyak, oli, karat, serta bentuk kotoran yang lain serta bebas dari kelembaban yang disebabkan oleh air.
2. Melakukan Pengelasan Aluminium Dengan Sambungan Tumpul Dari Segala Posisi Dengan Hasil Sesuai Standar
Ada beberapa karakteristik aluminium yang agak sulit untuk dilas yaitu kemudahan beroksidasi pada temperatur tinggi, terjadi pencairan sebelum berubah warna, oksid yang mencair pada temperatur lebih tinggi, serta oksid lebih padat daripada logamnya. Disamping kesulitan ini, hasil pengelasan aluminium dapat dibuat sekuat dan seulet logam aslinya. Bahan tambah (filler metal) yang digunakan dalam pengelasan ini harus sesuai dengan komposisi aluminium yang dilas.
Sebelum pengelasan, aluminium harus dibersihkan dahulu baik secara mekanis dengan sikat kawat stainless steel maupun secara kimiawi yaitu dengan dicelup kedalam larutan pembersih dan bilas. Untuk hal yang terakhir perlu hati-hati di dalam
mengoperasikan, perhatikan aturan-aturan keselamatan kerja ketika melakukan pembersihan secara kimiawi.
Pengelasan aluminium dengan las gas tungsten dilakukan menggunakan arus AC atau DCEP. Pengelasan dengan menggunakan kedua jenis arus ini akan dapat mengelupas oksid pada permukaan aluminium. Namun kebanyakan yang digunakan adalah arus AC, dimana hasil pengelasan akhir tampak bersih dan mengkilap. Elektroda yang digunakan untuk mengelas aluminium adalah jenis tungsten murni atau berisi zirconium. Elektroda jenis tungsten thorium tidak dirokomendasikan untuk pengelasan AC. Ujung elektroda harus berbentuk bola jika mengelas dengan menggunakan arus AC. Gas lindung yang digunakan untuk pengelasan ini adalah argon atau campuran antara argon dan helium.
3. Melakukan pengelasan baja tahan karat dengan sambungan tumpul dari segala posisi dengan hasil sesuai standar
Ada 3 klasifikasi umum baja tahan karat yaitu jenis austenit, martensit dan ferittic. Untuk dapat mengenalinya di lapangan kita hanya perlu mengenali kode yang biasa tercantum pada lembaran plat maupun profil-profil baja tahan karat yang kita kerjakan. Baja austenit dapat dikenali dari seri 200 dan 300. Baja martensit kita kenali dari seri 410, 414, 416, 420, dan 431. Baja ferritic kita kenali dari seri 429,430, 434, 442, dan 446.
Untuk dapat mengelas baja tahan karat dengan proses las gas tungsten, maka kita harus mengenali bahan tambah yang akan kita gunakan di dalam pengelasan. Seperti halnya pada bahan dasarnya, bahan tambah dibuat dalam 3 nomor klasifikasi yaitu seri 300 untuk austenit, seri 400 untuk martensit, dan seri 500 untuk elektroda chrom-molybdenum. Bahan tambah yang digunakan untuk pengelasan baja tahan karat pada las gas tungsten biasanya disesuaikan dengan bahan dasar yang akan dilas. Namun jika persyaratan teknis yang dilakukan tidak dapat dipenuhi karena ketersediaan bahan tambah di pasaran, kita dapat menggunakan bahan tambah seri 300 yaitu bahan tambah seri austenit yang dapat digunakan untuk pengelasan baik baja tahan karat austenit, martensit, maupun ferritic. Pengelasan dilakukan dengan gas argon maupun campuran argon helium sebagai gas lindung.
Sebelum mengelas baja tahan karat, permukaan bahan harus dibersihkan terlebih dahulu dengan sikat kawat stainless steel. Baja tahan karat sangat rentan terhadap keropos ketika dilakukan pengelasan. Untuk melindungi keropos, busur nyala harus selalu dijaga sedekat mungkin dengan permukaan benda kerja. Juga perlu diberikan backing gas yaitu gas yang dialirkan di belakang permukaan logam yang dilas untuk menjaga agar chrom tidak mengikat oksigen dan menjadi oksid kromium. Masalah lain yang juga dihadapi adalah tumbuhnya butiran (grain growth) selama pengelasan ini dilakukan terutama pada baja tahan karat jenis austenit dan ferritic. Pertumbuhan ini diakibatkan oleh panas berlebih yang diberikan pada bahan dasar dan berakibat pada turunnnya sifat-sifat mekanis dan hilangnya sifat tahan karat bahan. Selain dengan menggunakan busur nyala yang dekat dengan benda kerja, kurangi arus yang digunakan serta hindari model ayunan selama pengelasan berlangsung.
#SELESAI#
B. Langkah – Langkah Dalam Penggunaan Las TIG
/ GTAW
1. Persiapan Pengelasan
Sebelum melakukan pengelasan yang perlu dilakukan adalah bagaimana men-“setup” atau merangkai perangkat las GTAW supaya siap digunakan untuk mengelas. Standar operasional prosedur (SOP) dalam merangkai perangkat las GTAW sebagai pedoman sebagai berikut:
a. Mengecek kondisi semua komponen perangkat las GTAW mulai dari kondisi konektor sumber listrik, kabel-kabel, ketersediaan gas, regulator gas, slang gas, mesin las dan panel kontrolnya, sistem pendinginnya, pembakar las, elektroda tungsten, dan klem masa. Semuanya harus dalam kondisi baik dan siap pakai, bila perlu dibuatkan ceklis kondisi alat.
b. Menghubungkan paket slang ke mesin las termasuk sambungan saluran gas dan air pendingin
c. Menghubungkan kontrol remot baik yang sistem pedal kaki atau setelan dengan tangan
d. Menghubungkan kabel masa ke mesin dan klem masa ke meja las atau benda kerja
e. Memilih polaritas pengelasan, untuk pengelasan aluminium tombol diarahkan ke arus las bolak-balik (AC), untuk pengelasan baja dan baja paduan tombol diarahkan ke arus las searah (DCEN)
f. Menyiapkan eletroda tungsten
g. Merakit pembakar las, melonggarkan tutup pembakar las dan melepas tungsten dari pembakar. Melepaskan nozle dan kolet tembaga dari pembakar. Memasang kolet dan dudukannya ke pembakar dengan kencang. Memasang nozle kembali ke pembakar. dan memasang elektroda tungsten kedalam kolet pembakar las dengan kemunculan ujung elektroda 3 – 6 mm atau tidak lebih dari diameter dalam nosel gas, dan mengencangkan tutup pembakar las. 10 | Teknik Las GTAW Teknik Las GTAW
h. Setelah memastikan botol gas pada posisi dan kondisi aman, membuka sebentar katup gas untuk mengeluarkan kotoran dan dilanjutkan memasang regulator gas (penyetel aliran gas belum dibuka) pada botol gas dan menghubungkan dengan slang ke mesin las. Mengecek kerapatan sambungan slang gas (dengan air sabun).
i. Mengecek dan menghubungkan konektor daya utama, memastikan catu daya tersambung ke mesin. Menghubungkan ke stopkontak listrik yang sesuai, atau menghubungkan sesuai dengan prosedur yang diberikan dalam buku manualnya.
j. Menghidupkan mesin melalui tombol utama, membuka katup gas dan menyetel aliran gas melalui penyetel aliran gas di regulator gas dan tombol cek gas di panel mesin.
k. Menyiapkan benda kerja untuk uji coba, mencoba penyalaan busur dan menyetel kuat aru las.
2. Koneksi dan Pemeliharaan



3. Cara Mengeset Mesin
Untuk mengeset mesin las gas
tungsten perlu diperhatikan hal-hal
sebagai berikut:
a. Periksalah kabel-kabel las apakah sudah terpasang kencang pada sambungannya. Periksalah juga apakah kabel yang bersangkutan terdapat keausan pada sambungan. Jika ada segera perbaiki karena serabut yang putus akan berakibat pada kerusakan dalam kabel konduksi. Jika kabel melintang di jalan, sebaiknya dilindungi dengan baja kanal.
b. Periksalah selang gas lindung apakah sudah kencang terpasang pada salurannya. Hal ini akan melindungi dari kebocoran gas yang mahal.
c. Sambungan yang kendor juga akan mengakibatkan udara mudah masuk ke dalam saluran gas lindung yang berakibat pada terjadinya kontaminasi pada elektroda dan hasil lasan.
4. Cara Menentukan Ampere
Tabel-tabel di bawah ini menunjukkan jenis logam yang akan dilas, bentuk sambungan berikut dengan ketebalan dan ampere yang sesuai.
Tabel. Pengelasan Stainless Steel dengan Arus DCEN

5. Cara Memahami Panel Kontrol Mesin Las
Panel kontrol berisi tombol-tombol pengatur sebagai berikut:
a. a. Tombol pengatur besar kecilnya arus yang dipergunakan
untuk mengatur besarnya arus yang disesuaikan dengan pengelasan.
b. b. Tombol pengatur jenis arus yang akan digunakan seperti
AC maupun DC.
c. c. Tombol on/ off untuk menghidupkan dan mematikan mesin
#SELESAI#
#
#
BAB I. TEKNIK PENGELASAN PELAT DENGAN PELAT
A. Las TIG/GTAW
Las TIG berasal dari bahas Inggris, yang merupakan kepanjangan dari Tungsten Inert Gas. dikenal juga dengan istilah Tungsten Inert Gas (TIG) di Amerika, dan istilah Wolfram Inert Gas (WIG) di Jerman, adalah proses pengelasan melalui pemanfaatan busur listrik antara elektroda tungsten tidak terumpan dengan bahan yang dilas.
1. Pengertian Las TIG/GTAW
Las gas tungsten (las TIG) adalah proses pengelasan dimana busur nyala listrik dihasilkan dari elektroda tungsten (elektroda tak terumpan) dengan benda kerja logam. Daerah pengelasan (HAZ, Logam cair, dan elektroda) dilindungi oleh gas lindung (gas tidak aktif) agar tidak berkontaminasi dengan atmosfir / udara luar. Kawat las dapat ditambahkan atau tidak tergantung dari bentuk sambungan dan ketebalan benda kerja yang akan dilas.
Jenis las TIG ini termasuk salah satu metode yang paling penting dalam pengerjaan baja paduan tinggi (high alloy) dan logam bukan besi (non ferrous), seperti; aluminium, tembaga, titanium, dan molibden.
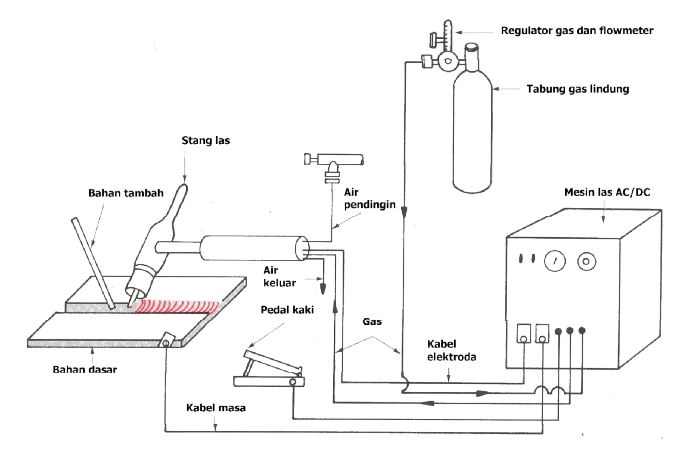
Gambar. Diagram Mesin Las Gas Tungsten
Perangkat yang dipakai pada pengelasan las gas tungsten / TIG adalah :
a.Mesin Las AC/DC
b.Tabung Gas Pelindung
c.Regulator Gas Pelindung
d.Flowmeter
e.Selang Gas dan Pengikatnya
f.Kabel Elektroda dan Selang
g.Stang Las (Welding Gun)
h.Elektroda Tungsten
i.Bahan Tambah
j.Aksesoris pilihan dapat berupa system air pendingin untuk pekerjaan pengelasan berat, rheostat kaki, dan pengatur waktu busur.
Perangkat/ perlengkapana yang dipakai dalam pengelasan las TIG adalah :
a. Mesin las AC/DC
Mesin las AC/DC merupakan mesin las pembangkit arus AC/DC yang digunakan di dalam pengelasan las gas tungsten. Pemilihan arus AC atau DC biasanya tergantung pada jenis logam yang akan dilas.

b. Tabung gas lindung adalah tabung tempat penyimpanan gas lindung seperti argon dan helium yang digunakan di dalam mengelas gas tungsten.

c. Regulator Gas Pelindung
Regulator gas lindung adalah adalah pengatur tekanan gas yang akan digunakan di dalam pengelasan gas tungsten. Pada regulator ini biasanya ditunjukkan tekanan kerja dan tekanan gas di dalam tabung.

d. Flowmeter
Flowmeter dipakai untuk menunjukkan besarnya aliran gas lindung yang dipakai di dalam pengelasan gas tungsten.

e. Selang gas dan pengikatnya
Selang gas dan perlengkapannya berfungsi sebagai penghubung gas dari tabung menuju pembakar las. Sedangkan perangkat pengikat berfungsi mengikat selang dari tabung menuju mesin las dan dari mesin las menuju pembakar las.

f. Kabel elektoda dan selang gas
Kabel elektoda dan selang gas berfungsi menghantarkan arus dari mesin las menuju stang las, begitu juga aliran gas dari mesin las menuju stang las. Kabel masa berfungsi untuk penghantar arus ke benda kerja.

g. Stang las (welding torch)
Stang las (welding torch) berfungsi untuk menyatukan sistem las yang berupa penyalaan busur dan perlindungan gas lindung selama dilakukan proses pengelasan.

h. Elektroda tungsten
Elektroda tungsten berfungsi sebagai pembangkit busur nyala selama dilakukan pengelasan. Elektroda ini tidak berfungsi sebagai bahan tambah.

i. Bahan tambah
Bahan tambah berfungsi sebagai bahan penambah. Tambahkan kawat las jika bahan dasar yang dipanasi dengan busur tungsten sudah mendekati cair.
