B. Teknik Pengelasan Pelat dengan Pipa pada Sambungan Sudut Posisi Mendatar (2F) Tetap
Pelaksanaan pengelasan pelat dengan pipa terdiri dari beberapa tahap, diantaranya persiapan,operasional pengelasan dan perlakuan pasca pengelasan. persiapan dalam segala hal tidak dapat diabaikan karena hal ini sangat mempengaruhi hasil pengelasan. kalau persiapan dilakukan dengan baik, hasil pengelasan akan memiliki kualitas tinggi. Gambar posisi pengelasan Las Sudut (Filet Weld) Pelat dengan Pipa berikut

Gambar. Macam-Macam Posisi Pengelasan Las Sudut Pelat dengan Pipa
1. Prosedur Pengelasan Pelat dengan Pipa Posisi Sumbu Mendatar (2F) Tetap
Perencanaan pengelasan sangat berpengaruh terhadap hasil pengelasan, sehingga perlu mengikuti urutan pengelasan yaitu :
- Mempersiapkan peralatan las busur manual
- Memperiapkan alat-alat bantu las
- Mempersiakan bahan pengelasan "Pipa dan Pelat"
- Persiapan pada bahan antaralain "pembuatan sudut bevel/ setengah sudut kampuh, pembuatan root face/tinggi akar, penyetelan gap/ jarak las, serta las catat.
Guna mendapatkan jalur las pada pipa posisi sumbu mendatar (2F) sesuai dengan kriteria yaitu "lebar jalur las 12 mm, tinggi jalur las 2 mm, sambungan jalur rata, undercut maksimum 10% dari panjang pengelasan, tidak ada overlap, serta terak terperangkap maksimum 2 mm. Maka kita harus memperhatikan prosedur pengelasan berikut :
a. Alat dan Bahan
Alat :
- Seperangkat mesin las busur manual
- Alat bantu las
- Alat keselamatan dan kesehatan kerja
Bahan :
- Pipa baja karbon diameter 4 Inchi, panjang 80 mm, tebal 8mm.
- Pelat baja karbon ukuran 200 mm x 200 mm x 8 mm.
- Elektroda AWS-E 6013 diameter 3,2 mm.
b. Keselamatan dan Kesehatan Kerja :
- Gunakan helm/ kedok las yang sesuai (shade 10-11).
- Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
- Pakailah pakaian kerja yang aman dan sesuai.
- Gantilah kaca filter jika sudah rusak.
- Ikuti langkah kerja secara benar
- Hati-hati dengan benda panas hasil pengelasan.
- Tanyakan hal-hal yang belum difahami kepada pembimbing sebelum melakukan pekerjaan.
c. Prosedur Pembuatan
- Siapkan peralatan las busur manual dan alat-alat bantu las.
- Siapkan bahan las ( pipa ) ukuran ( 4 inchi tebal 8mm x 80mm dan pelat ukuran 200 x 200 x 8 mm.
- Bersihkan sisi-sisi tajam dengan menggunakan kikir atau grinda.
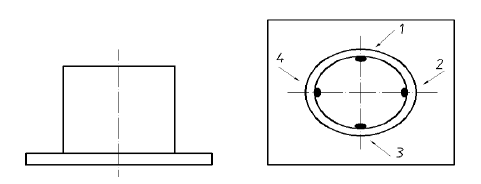
- Membuat las catat pada 4 sisi plat dan pipa pada posisi 90o, 180o, 270o, dan 360o.
 Gambar. Bagian las catat plat dengan pipa posisi 2F
Gambar. Bagian las catat plat dengan pipa posisi 2F - Penempatan Bahan Las dan Posisi Elektroda
- Penempatan bahan pada pengelasan pelat dengan pipa tergantung bentuk konstruksi sambungan dengan mengacu pada ketentuan posisi pengelasan. Sedang posisi elektroda pada tiap-tiap posisi pengelasan akan berubah sesuai dengan kelengkungan pipa yang dilas, namun sudut elektroda terhadap garis singgung pipa adalah sama.
 Gambar. Posisi benda kerja dan elektroda pengelasan pelat dengan pipa 2F
Gambar. Posisi benda kerja dan elektroda pengelasan pelat dengan pipa 2F - Arah pengelasan ( elektroda ) pada proses las busur manual pada pelat pipa posisi di bawah tangan (2F) pada prinsipnya tidak berbeda dengan arah pengelasan pada posisi 1F pelat – pipa, namun posisi benda kerja sudah diam tidak dapat diputar. Dalam hal ini, kita sebagai operator las yang memutari pipa yang akan di las.
- Atur arus las sekitar 90-120 ampere.
- Hal yang harus diperhatikan sewaktu melakukan pengelasan adalah seorang welder harus mampu menyesuaikan arus, tinggi dan kecepatan busur, waktu serta gerakan elektroda.
- Nyalakan busur searah jarum jam, mulailah pengelasan setelah busurnya stabil.
- Lakukan pengelasan pada jalur pertama diterapkan gerakan tanpa diayun atau jika dikehendaki jalur yang lebih lebar, maka dapat juga diterapkan gerakan/ ayunan bentuk ½ C. Jaga kemiringan elektroda agar tetap pada sudut 45° terhadap kedua sisi logam
- Setelah itu bersihkan terak dan percikan las dari seluruh permukaan benda kerja.
- Lanjutkan pengelasan pada jalur kedua sampai mencapai kriteria minimum lebar rigi-rigi yang dipersyaratkan yaitu 12 mm.
- Mematikan busur las, Untuk mematikan busur las, pendekkan busur pelan-pelan dan matikan busurnya.
- Bersihkan benda kerja dari terak, percikan las/ spatter, serta kotoran lainnya.
- Tulis nama dan kelas pada benda kerja lalu serahkan benda kerja pada pembimbing untuk diperiksa.

#SELESAI#
1 komentar:
Hendri Tawakkal
Posting Komentar