APRESIASI
Lingkup penggunaan teknik pengelasan dalam konstruksi sangat luas, meliputi perkapalan, jembatan, rangka baja, pipa saluran dan sebagainya. Selain berguna untuk pembuatan konstruksi, proses las juga dapat dipergunakan untuk reparasi seperti mengisi lubang-lubang pada coran, maupun membuat lapisan las pada perkakas, mempertebal bagian-bagian yang sudah aus dan berbagai jenis reparasi lainnya. Secara umum, prosedur pengelasan terlihat sangat sederhana, tapi sesungguhnya banyak tantangan didalamnya yang harus diatasi dengan berbagai macam pengetahuan. Proses penyambungan benda kerja pun bermacam-macam dapat berupa pelat ke pelat, pipa ke pelat, maupun pipa dengan pipa, dengan posisi penyambungan yang bermacam-macam mulai yang mudah 1F sampai yang tersulit 6G.
MENGAMATI
Pelajari buku teks maupun sumber lain tentang teknik pengelasan pipa pada sambungan; sudut posisi dibawah tangan, sudut posisi mendatar, dan 5F dengan baik dan benar ! Sumber data dapat diambil dari media cetak/ elektronik yang relevan.
AYO PAHAMI
A. Teknik Pengelasan Pipa dengan Pelat Pada Sambungan Sudut Posisi di Bawah Tangan (1F).
1. Prosedur Pengelasan yang Baik
Pilih jenis elektroda yang tepat mulai dari kuat tarik, jenis material, dan jenis coatingnya agarmatching/sesuai dengan material yang akan di las.
- Pemilihan diameter elektroda dipertimbangkan berdasarkan type elektroda, posisi pengelasan, joint desain, ketebalan material, dan skill dari weldernya
- Pemakaian arus yang tepat pada pengelasan smaw sangat berpengaruh terhadap hasil lasan , jika arus terlalu besar maka elektroda akan terlalu cepat meleleh dan susah di kontrol, jika arus terlalu rendah maka hasil pengelasan akan menumpuk dan tak beraturan.
- Arc length yang tepat dan konsisten pada pengelasan smaw jika arc length terlalu tinggi maka akan terjadi large globule sehingga akan terjadi banyak spatter saat mengelas, dan bisa terjadi porosity jika arc length yang terlalu pendek maka akan terjadi panas yang berlebih sehingga menghasilkan deep penetration dan bisa menyebabkan base metal jebol ( blow hole ).
- Travel speed yang tepat, jika travel speed terlalu tinggi maka logam cair akan cepat membeku dan weld bead akan rendah, kotoran dan gas akan terjebak dan bisa menimbulkan cacat las, jika terlalu lambat weld bead terlalu tinggi dan lebar dan hasil pengelasan akan berkerut.
Sudut pengelasan yang tepat pada pengelasan smaw sangat penting, terutama pada saat pengelasan fillet dan groove sambungan yang dalam. apabila sudut pengelasan yang kurang tepat dapat mengakibatkan undercut, dll. biasanya sudut yang di pakai 70-80 derajat
Ayuanan elektroda (welding manipulation) memiliki karakteristik ayunan yang berbeda-beda pada pengelasan smaw berdasarkan : type elektroda, desain sambungan, posisi pengelasan dan pengalaman dari welder itu sendiri.
2. Teknik Pengelasan Pipa dengan Pelat Pada Sambungan Sudut Posisi di Bawah Tangan (1F).
a. Prosedur pengelasan pipa dengan pelat
Dalam pengelasan pipa dengan pelat pada posisi bawah tangan harus memperhatikan :
- Faktor keselamatan kerja diantaranya; memeriksa sambungan kabel apakah tidak ada yang terkelupas atau longgar.
- Jauhkan benda-benda yang mudah terbakar dari lokasi kerja.
- Pergunakan alat keselamatan kerja yang layak dan sesuai dengan fungsinya.
- Melakukan pengelasan didalam bilik / kamar las yang telah disediakan.
- Perhatikan sirkulasi udara yang baik pada area pengelasan.
- Membersihkan alat dan tempat kerja setelah selesai membersihkan
b. Alat dan Bahan
Alat : Peralatan las busur manual, Gambar kerja, Alat bantu las, dan Alat keselamatan dan kesehatan kerja las busur manual.
Bahan : Pipa baja karbon diameter 4 Inchi, panjang 80 mm, tebal 8mm.
Pelat baja karbon
ukuran 200 mm x 200 mm x 8 mm. Elektroda AWS-E 6013 diameter 3,2 mm.
c. Keselamatan dan Kesehatan Kerja :
- Gunakan helm/ kedok las yang sesuai (shade 10-11).
- Rapihkan sisi-sisi tajam pelat dengan grinda atau kikir.
- Pakailah pakaian kerja yang aman dan sesuai.
- Gantilah kaca filter jika sudah rusak.
- Ikuti langkah kerja secara benar
- Hati-hati dengan benda panas hasil pengelasan.
- Tanyakan hal-hal yang belum difahami kepada pembimbing sebelum melakukan pekerjaan.
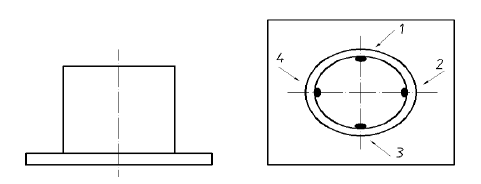
d. Gambar Kerja
Gambar. Pengelasan Plat dan Pipa Posisi 1F
e. Prosedur Pembuatan- Siapkan peralatan las busur manual dan alat-alat bantu.
- Siapkan bahan las ( pipa ) ukuran ( 4 inchi tebal 8mm x 80mm dan pelat ukuran 200 x 200 x 8 mm.
- Bersihkan sisi-sisi tajam dengan menggunakan grinda atau kikir.
- Tempatkan benda kerja pada posisi 45( dengan diberi penopang yang memungkinkan benda kerja dapat diputar.
- Atur amper pengelasan sesuai dengan diameter elektroda ( 90 – 120 Amp ) atau lihat tabel amper las pada bungkus elektroda.
- Lakukan las catat pada tiga atau empat tempat dan periksa kerapatan antara pipa dan pelat.
- Lakukan pengelasan jalur pertama tanpa diayun dengan menggunakan elektroda AWS E 6013 ( rutile ) ( Ø 3,2mm dengan sudut elektroda 90o ( dan 70o - 85o)terhadap jalur las.
- Usahakan posisi pengelasan selalu di bawah tangan yakni dengan memutar benda kerja.
- Periksakan hasil las pada pembimbing sebelum melanjutkan pada jalur berikutnya. Lakukan menyetelan kembali pada mesin las jika diperlukan.
- Lakukan pengelasan pada jalur kedua dengan sudut (60o - 70o) sesuai petunjuk pembimbing.
- Lanjutkan pengelasan jalur ke tiga dengan sudut berlawanan dengan jalur kedua, dan bertanyalah pada pembimbing bila ada hal-hal yang kurang difahami.
- Bersihkan dan dinginkan benda kerja .
- Serahkan benda kerja pada pembimbing untuk diperiksa.
- Ulangi pekerjaan jika belum mencapai kriteria yang ditetapkan.
#SELESAI#