BAB I. TEKNIK PENGELASAN PELAT DENGAN PELAT
A. Las TIG/GTAW
Las TIG berasal dari bahas Inggris, yang merupakan kepanjangan dari Tungsten Inert Gas. dikenal juga dengan istilah Tungsten Inert Gas (TIG) di Amerika, dan istilah Wolfram Inert Gas (WIG) di Jerman, adalah proses pengelasan melalui pemanfaatan busur listrik antara elektroda tungsten tidak terumpan dengan bahan yang dilas.
1. Pengertian Las TIG/GTAW
Las gas tungsten (las TIG) adalah proses pengelasan dimana busur nyala listrik dihasilkan dari elektroda tungsten (elektroda tak terumpan) dengan benda kerja logam. Daerah pengelasan (HAZ, Logam cair, dan elektroda) dilindungi oleh gas lindung (gas tidak aktif) agar tidak berkontaminasi dengan atmosfir / udara luar. Kawat las dapat ditambahkan atau tidak tergantung dari bentuk sambungan dan ketebalan benda kerja yang akan dilas.
Jenis las TIG ini termasuk salah satu metode yang paling penting dalam pengerjaan baja paduan tinggi (high alloy) dan logam bukan besi (non ferrous), seperti; aluminium, tembaga, titanium, dan molibden.
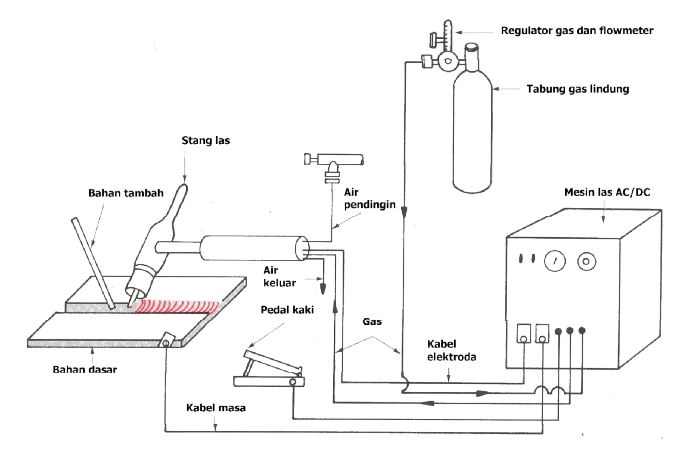
Gambar. Diagram Mesin Las Gas Tungsten
Perangkat yang dipakai pada pengelasan las gas tungsten / TIG adalah :
a.Mesin Las AC/DC
b.Tabung Gas Pelindung
c.Regulator Gas Pelindung
d.Flowmeter
e.Selang Gas dan Pengikatnya
f.Kabel Elektroda dan Selang
g.Stang Las (Welding Gun)
h.Elektroda Tungsten
i.Bahan Tambah
j.Aksesoris pilihan dapat berupa system air pendingin untuk pekerjaan pengelasan berat, rheostat kaki, dan pengatur waktu busur.
Perangkat/ perlengkapana yang dipakai dalam pengelasan las TIG adalah :
a. Mesin las AC/DC
Mesin las AC/DC merupakan mesin las pembangkit arus AC/DC yang digunakan di dalam pengelasan las gas tungsten. Pemilihan arus AC atau DC biasanya tergantung pada jenis logam yang akan dilas.

b. Tabung gas lindung adalah tabung tempat penyimpanan gas lindung seperti argon dan helium yang digunakan di dalam mengelas gas tungsten.

c. Regulator Gas Pelindung
Regulator gas lindung adalah adalah pengatur tekanan gas yang akan digunakan di dalam pengelasan gas tungsten. Pada regulator ini biasanya ditunjukkan tekanan kerja dan tekanan gas di dalam tabung.

d. Flowmeter
Flowmeter dipakai untuk menunjukkan besarnya aliran gas lindung yang dipakai di dalam pengelasan gas tungsten.

e. Selang gas dan pengikatnya
Selang gas dan perlengkapannya berfungsi sebagai penghubung gas dari tabung menuju pembakar las. Sedangkan perangkat pengikat berfungsi mengikat selang dari tabung menuju mesin las dan dari mesin las menuju pembakar las.

f. Kabel elektoda dan selang gas
Kabel elektoda dan selang gas berfungsi menghantarkan arus dari mesin las menuju stang las, begitu juga aliran gas dari mesin las menuju stang las. Kabel masa berfungsi untuk penghantar arus ke benda kerja.

g. Stang las (welding torch)
Stang las (welding torch) berfungsi untuk menyatukan sistem las yang berupa penyalaan busur dan perlindungan gas lindung selama dilakukan proses pengelasan.

h. Elektroda tungsten
Elektroda tungsten berfungsi sebagai pembangkit busur nyala selama dilakukan pengelasan. Elektroda ini tidak berfungsi sebagai bahan tambah.

i. Bahan tambah
Bahan tambah berfungsi sebagai bahan penambah. Tambahkan kawat las jika bahan dasar yang dipanasi dengan busur tungsten sudah mendekati cair.








